ばね計算 Q&A
線ばね
■共通
材料の選定方法について教えてください。
-
WEBばね計算プログラムで選べる材料は、大まかに分けると「ステンレス材」「鉄材」「銅材」の3つになります。
それぞれの材料特性は以下の通りです。- ステンレス材 錆に強く(錆びづらい)、最初に選定するのに最適な材料。
- 鉄材 ステンレス材よりも耐久性能が良く、荷重も強めに出やすい材料。但し、錆が発生しやすいため、環境条件によりめっき処理が必要。
(高温多湿、潤滑油やグリスを使用しない環境etc) - 銅材 導電性に優れた材料。主に接点部品や磁性を嫌う製品に使用されることが多い。
軟らかい材料のため「ばね」として使用する場合、耐久性能が低く荷重も低めになる。
また、錆や変色が発生し易いため、めっき処理が必要となる。
分類 材質 ばね性 耐食性 導通性 備考 ステンレス材 SUS304WPB おすすめ ○ ○ × SUS304WPBは市場性が良く耐食性に優れているため、一般的に使用されているステンレス材料。
低温環境下でも靭性の低下が極めて少ない。SUS631J1-WPC 析出硬化処理により耐熱性を高めた材料。
市場性が低いため、調達に時間がかかる。鉄材 SWB(60C) ○ × △ ピアノ線と比較すると安価。
引張強さはSWP-Bを100%とした場合、SWB:76%・SWC:86%程度となる。SWC(80C) SWP-A SWP-Bは市場性が良く耐久性に優れているため、一般的に使用されている鉄材料。
引張強さはSWP-Bを100%とした場合、SWP-A:90%程度となる。
(SWP-Aは材料入手に時間がかかります)SWP-B おすすめ 銅材 C5191W-H × × ○ 一般的なばね用リン青銅。
導通性を重視する端子ばね等に使用される。
材料入手に時間がかかるため、別途お問い合わせください。C1720W-3/4H ベリリウム銅は、導通性を重視する製品に使用される。
時効硬化処理により、荷重・耐久性はリン青銅に比べ高性能。
材料入手に時間がかかるため、別途お問い合わせください。※上記以外の材料での設計も可能ですので、お問い合わせください。
※材質・市場性によっては最低発注数量・残材買取が発生する場合があります。
その場合、設計相談・お見積の際に別途ご連絡させて頂きます。 - 最初に知っておきたい計算に必要な基礎知識
大きく分けて4つのポイントがあります。
ポイント1 荷重の増減に関して
- 線径(d):太くするほど荷重が大きくなります。
- 中心径(D)大きくするほど荷重が小さくなります。
- 有効巻数(Na):多くするほど荷重が小さくなります。
【押しばねの場合】
- 自由長(Hf):長くするほど荷重が大きくなります。(荷重高さが変わらない場合に限ります)
ポイント2 へたりと折損に関して
材料の許容応力に関係します。
指定荷重時に材料の持つ許容応力を超えた場合、へたり・折損が発生してきます。ポイント3 へたり折損の解消法
①材料の変更もしくは、②線径を太くする方法があります。
①材料変更の場合、「SUS304WPB」よりも「SWP-B」の方が耐久性が高いため、同じ線径で解消できる場合があります。
但し、荷重も増加するため注意が必要です。
②線径を太くすると許容応力が上がるため、解消につながります。
但し、中心径も合わせて大きくする必要があります。ポイント4 どこまで径を小さく(大きく)できるか
径の最大・最小の値はばね指数によって変わります。
ばね指数は 中心径(D)/線径(d)にて求めることができます。
中心径の求め方は下記の計算式となります。
中心径(D)=内径(ID)+線径(d)=外径(OD)-線径(d)加工可能なばね指数の値は下記の通りとなります。
5≦ばね指数(D/d)≦24もし、この数値以下(以上)になった場合はお問い合わせよりご連絡ください。
- 図面記号を教えてください。
図面記号はそれぞれ以下の通りとなります。
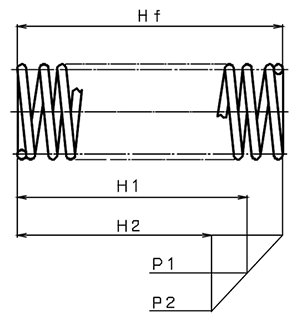
【押しばね・円錐コイルばね】
記号 意味 ID 内径 D 中心径 OD 外径 d 線径 Nt 総巻数 Na 有効巻数 Hf 自由長 Hs 密着高さ H 荷重高さ P 荷重 D/d ばね指数 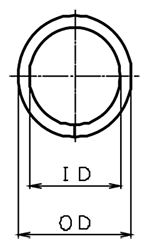
【引きばね】
記号 意味 ID 内径 D 中心径 OD 外径 d 線径 Na 有効巻数 Lf 自由長 L 荷重高さ P 荷重 D/d ばね指数 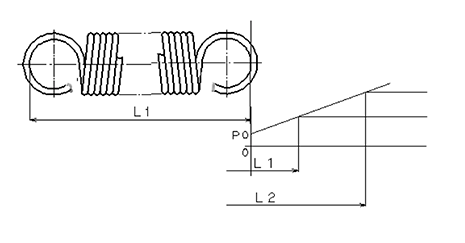
【ねじりコイルばね】
記号 意味 ID 内径 D 中心径 OD 外径 d 線径 P 荷重 N 巻数 Θ0 巻角度 Θ1・Θ2 指定角度 D/d ばね指数 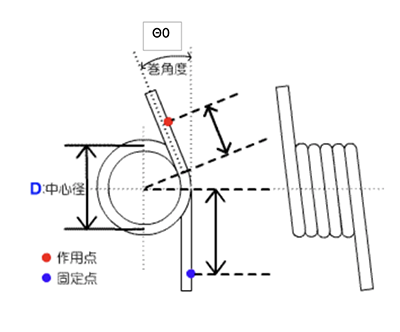
耐久性能中の寿命回数ですが、これはどのような条件下での判定になるのでしょうか?
お答えになっているかどうかは心配ですが、当社は極一般的な使用環境下での設計とさせて頂いておりますので、過酷な環境(高温・低温・腐食・振動・衝撃・サージング)の諸因子は考慮しておりません。
また、試験速度にも多くの因子が含まれる場合があります。
現に、2万回の計算値でも、現実には20万回もつケース又は、本当に2万回で折損した例もございます。
これは、極一般的な諸因子内での寿命試験ですが、それでも、これだけの差が発生するのは多くは材料の因子部分は否めず、それらは多角見地からの誤差でも有ります。
従って当社の計算は、JIS B 2704 JIS B 2709 に準じておりますので、踏まえてご検討の程を宜しくお願いします。一般的にばね製作において、設計値に対するばらつきは10%と思いますが、御社のばね計算フォームではこのばらつきは考慮されているのでしょうか?されている場合、どのくらいのばらつきを想定されているのでしょう?
弊社の計算式には、ばらつき分は全く考慮しておりません。
しかし、ばねを図面通りに加工した場合に於いて、ストレート修正値等の置き換えた計算を実施して、実際のばねとの相関を取ってます。
また、想定されるばらつきの量ですが、ばねによっては全く異なり、具体的なばねの図面又は寸法や仕様条件をご連絡下されば、回答を差し上げますので、何なりとご一報下さい。弊社にて検討しておりますばねを計算したところ、許容静荷重『へたり問題無し』、推定寿命回数『5万回迄期待出来る』との結果となりました。この場合、耐久を重ねても初期荷重からの荷重変化は起こらないと考えてよいものなのでしょうか?また、荷重が増減する場合、何%程度の変化が予想されますでしょうか?
許容静荷重と推定寿命回数は、基本的な考え方がございます。
生涯2,000回以下の繰り返しの場合は、静荷重。以上の場合は動荷重(寿命回数)を重視してください。
一般的には、静荷重は、ばねのへたりを確認し、動荷重は、ばねの折損を確認します。
今回のお問合せは、耐久を重ねても荷重変化は起きないのか?ですが、計算上(理論上)では、変化はないと考えます。
特にトーションばねは、巻き込む方向への撓みは、応力修正を必要としないために有利に働きます。 あくまでも計算上の定義であり、そのばねの材質・加工方法・低温焼鈍処理などで条件が悪くなることが多くありますので、生産される場合は確かな「ばねメーカー」にご依頼されることを推奨致します。
当社は、ISO9001を取得して、品質に対して万全を提供しており、ご信頼を頂けるものと確信しております。
どうぞご利用下さい。
■押しばね
座屈危険性の定義を教えてください。%は何に対することでしょうか?
-
日本規格協会の出版している「JISばねの規格」に、非常に複雑な計算式が発表されてます。
勿論、当社に図面の検討を依頼頂いた節は、その計算式で様々な診断をさせて頂いてますが、ホームページ上では、簡易的に座屈の危険性を「自由高さ÷中心コイル径」で「4」以上の場合に座屈の危険を呼びかけています。
逆に「0.8」未満の場合には、加工上で非常に困難が生ずる場合が有りますので、「過小」と判断させて頂いてます。
また、以上の数値は、すべてJISに準拠した値ですので、実際に加工が出来るかどうか?は、是非当社にお問合せ下さい。
それから、縦横比と座屈の関係は、圧縮ばねの支持状態でも全く異なります。
当社にお問合せ頂けた場合、上記の複雑な計算と共に、どこまで座屈しない高さにたわませられるのか?を診断しますので、お気軽にお連絡下さい。 押しばねの第一荷重、第二荷重の精度は、どの程度のものですか・・?
また、それにセッチングの方法とのかかわりは・・?押しばねの場合、自由長から圧着高さまでの総たわみの間で、上下30%は定数が安定しないと言われております。つまり、その各30%の間で第一と第二荷重が設定されていますと精度が不安定になると考えます
また、材料の実線径も計算上の線径よりミクロン台で変移しますので、定数の振れが第一・第二荷重の精度にも影響いたします。
中心径や巻数の不安定さも同様に影響しますが、当社では逆に荷重に合わせて加工を行いますので、その際は、巻数や中心径に幾分かの公差を頂けると幸いです。
セッチングは、ばねに荷重を加えて、ある程度の永久変形を生じさせ、ばねの弾性限を高める操作を言います。 これにより、荷重を安定させる効果はあると思います。
以上の一般的な回答に成りましたが、ばねの係数(中心径÷線径)の値や、縦横率(自由長÷中心径)の値で、全てが変わって来ますので予めご理解頂けると幸いです。
■引きばね
引張りばね計算で、外形寸法指定でテンションを計算したいときに、どうして荷重指定が必要なのでしょうか?
引きばねは御存知の通り初張力が有ります。(無荷重状態でも密着している巻部分の線材はお互いにくっつき合おうとする力)同じ形状の引きばねでも、この初張力をある範囲内で変化させる事で、荷重の強さを変更できます。
このことから、お客様が設計中の製品のサイズに対して必要な荷重を出す為に、初張力をどれ位にしたらいいのか?
先に申しましたとおり、初張力もある範囲内での調整ですので、無限に強くしたり弱くする事は出来ませんので 実際にばねを製作するに当たり、加工可能かどうかの判断を検証する為にも荷重の指定が必要になってまいります。引張りばね計算結果で、参考荷重値と現実荷重値とは、何を示しているのでしょうか?
簡単に申しますと、初張力も適正値であり無理なく作成できる製品、そのような製品の荷重を参考荷重と御考え下さい。
現実荷重は必要な荷重を得る為に初張力を強く、または弱くして荷重を満足する値にした場合の荷重です。
要するに現実荷重は実際に必要な荷重値、お客様が計算される際、荷重指定項目に入力される荷重の値です。引きばねの荷重計算結果において、初張力適正評価が加工困難という結果が表示されました。これは現実荷重が表示されていても、作れないばねであるということなのでしょうか?
引きばねを加工する場合計算上の初張力と実際に加工可能な初張力範囲が大抵異なります。
理想は、計算通り(100%)ですが、調整出来て20%〜200%と言われています。
しかし、300%程のハイテンションであれば、物によっては加工も可能ですので、その場合は御連絡願います。当方で検証をさせて頂きます。
あくまでも一般的な初張力比率の範囲で計算し、その結果をクールに明示しているのです。
是非、ご相談頂ければ、当社でも設計のお手伝いさせて頂きます。
■ねじりばね
トーショントルク計算結果のコイル部の高さとは?
-
当社の計算式では、このコイル部の高さとは、自由状態での高さではなく、最大巻込み時の高さを表しております。
つまり、2巻のトーションばねで線径がφ0.45の場合の自由状態では、コイル部の高さは「1.35mm」で、巻込み角度が180度の場合、0.45×(2+(180/360)+1)=1.575mmに成ります。
当方の説明不足の為に入力の際に良く勘違いされるケースで、巻数の入力時、「2.4巻」や「2.75巻」と入力され、その後「144度」や「270度」と巻角度を入力されるケースが有り、その場合には、自然状態(自由時)の巻数が、「2.8巻」や「3.5巻」と加算されてしまいます。
もしも、その様な勘違いをされている場合は、小数点以下の数値が無い(自然数1や2や3・・・・)数値を入力頂き、そこから巻き込んでいる分を巻角度のフィールドに入力してください。
上記の例の場合には、巻数「2」巻、巻角度「144」度及び「270」度として入力をお願いします。
その他の例:線径φ1.0mm、巻数10巻、巻角度90度、巻込角度180度の場合、自由時(自然状態)でのコイル部高さは、11.25mmとなり、最大巻込み時のコイル部の高さは、11.75mmとなります。 トーションばね計算のたわみ角度について(第一たわみ角度と第二たわみ角度は何を指すのか?)
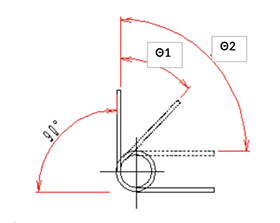
お問い合わせの第一たわみ・第二たわみの件ですが下図を御参照願います。
図のような製品で申しますと、実線で書きました図が製品に何も負荷がかかっていない自由時の状態です。お客様の御使用状態で仮にAとBの位置までタワマせた時のモーメントないしは荷重が重要となると思いますが、このAまでの移動角度、Bまでの移動角度が「たわみ量」です。
モーメントが必要な値まで出ない・・・時は自由時の色々な方法が御座いますが、その一つとして自由時の巻角度を減らし(90度を減らす)たわみ量を増やす・・・と言うことになります。
ト−ションばね計算式について
A.曲げ応力を求める式はどの分を使用されているのでしょうか?
B.許容静荷重の基準はどこで判断されているのでしょう?
C.推定寿命回数の判断基準は?応力の計算式
巻込方向で使用する場合。
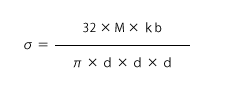
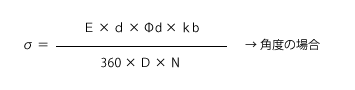
巻戻方向で使用する場合。
B.許容静荷重の基準
各鋼線のJIS引張強さ範囲の最小値に各係数を乗じてます。
C.推定寿命荷重の基準
上・下限応力係数(τmax 又は、τmin /σB )を求め、グットマン・ダイアグラムで導いてます。ねじりばねには、巻き込みタイプと巻き戻しタイプが有ると思いますが、巻き戻しタイプの場合、荷重方向で欄を空欄にして、巻き角度に対するたわみ角度は、マイナス角度で入れるのでしょうか? 例えば、巻き角度(荷重無し状態)が0度でたわみ角が巻き戻し方向の場合など
計算の中で、第二たわみ角度を入力する下のところに、「荷重方向」の項目がございます。
そこにチェックを入れますと巻き込みタイプの計算となり、チェックを外しますと、巻き戻しタイプの計算が出来ます。即ち、お客様のお考えの通りで空欄で結構です。
しかし、既にこのチェックを空欄にする事で、たわみを入力した数値は巻き戻す方向での計算になりますので、マイナス入力は不要です。
また、巻角度に関しましては、コイル部の巻取角度とお考え下さい。
板ばね
材料の入手性はどこでわかりますか?
-
「材質・板厚 有効一覧表」をご参照ください。
また、計算時には選択いただいた材質・板厚ごとに「材料入手性」欄に入手性が表示されます。 希望の材質がリストにありません。
リストにない材料でのご検討の場合には、別途、お問い合わせください。
お問い合わせはこちら使用時の開口幅が1段階しかない場合にはどのように計算すればいいですか?
計算項目中の「使用開口幅①」に「初期開口幅」の値を入力し「使用開口幅②」には使用時の指定開口幅の値を入力して計算ください。
※この場合、初期開口幅⇔使用開口幅②間での使用イメージとなります。希望の荷重値を満足できません。
設計の際には、以下を設計のヒントとしてご検討ください。
■荷重,応力と板厚,板幅,たわみ量の関係
板厚:荷重に対して3乗で効果がある
応力に対して比例で効果がある
(板厚0.5mm→0.8mmならば0.8^3 / 0.5^3 = 4.1倍の荷重が発生)板幅:荷重に対して比例の効果がある
全体が一定幅であれば応力は変化しない
(板幅1.0mm→2.0mmならば2倍の荷重が発生)たわみ量:荷重,応力に対して比例の効果がある
(たわみ量1.0mm→2.0mmならば2倍の荷重が発生)上記より、下記の手順での検討を推奨いたします。
①仕様上許容できる範囲で板幅を大きくとる
②寸法公差を考慮しつつ最低限必要なたわみ量を設定
③板厚を厚くしていき狙い荷重付近に合わせる
(過大な応力が発生する場合は現在の形状では成立しない可能性が高い)
④たわみ量で微調整を行う※なお、耐久性能面も考慮して設計の必要がございますので必ずしも実現する形状ではないこと、予めご了承ください。
耐久性能面とのバランスを見ての設計が必要となります。材料の調質はどのように選べばいいでしょうか。
調質によって材料の強度(引張強さや硬さ)といった性質が変化いたします。
材料の調質の分布については以下をご参照ください。柔らかい
調質記号
硬い
1/2H
3/4H
H
EH
※材種によって調質の区分は異なります。
調質が柔らかい ⇒ 加工性「○」 耐久性「△」
調質が硬い ⇒ 耐久性「○」 加工性「△」上記のように調質によって加工性や耐久性が左右する可能性がございます。
ご参考の上、計算いただけますと幸いです。まずは、最も調質の柔らかいもの(1/2H 等)からご検討頂くことを推奨しております。なお、フリーアクセスのお客様については調質は予め柔らかい調質を設定の上、計算しております。
お問い合わせいただきましたら耐久性能面などを考慮の上、他の調質での仕様などのご提案も可能です。
ばね計算プログラム 共通
ばね計算のID及びパスワードを忘れてしまいました。教えていただけないでしょうか?
お手数ですが、弊社カスタマーサポートセンターにお問い合わせください。
ばね計算にログインできない
お手数ですが、弊社カスタマーサポートセンターにお問い合わせください。